Профилактика конфликтов в медицинской среде. Конфликтные ситуации (КС) и способы их разрешения Чеченин Геннадий Ионович доктор мед
Сверхпластичность не является свойством каких-то особых сплавов и при соответствующей подготовке структуры и в определенных условиях деформации проявляется у большого числа сплавов, обрабатываемых давлением.
Известно много сплавов на основе магния, алюминия, меди, титана и железа, деформирование которых возможно в режимах сверхпластичности.
Сверхпластичность может иметь место лишь при условии, когда в процессе деформации (растяжения образца) не образуется локальной деформации.
При локализации деформации в образце возникает местное утонение шейки и он сравнительно быстро разрушается.
Для идеально вязких (ньютоновских) твердых тел т = 1 и удлинение не должно сопровождаться образованием шейки. В случае обычной пластической деформации т < 0,2, а в условиях сверхпластической деформации т >0,3 (обычно 0,4-0,7).
Когда при сверхпластической деформации начинается образование шейки, в этом участке образца возрастает е и из-за высокого значения т увеличивается сопротивление течению а, благодаря чему образование шейки прекращается. Этот процесс непрерывно повторяется, приводя к образованию так называемой бегущей шейки (размытых шеек), когда она перемещается по длине образца, не давая локализованного сжатия. При такой квазиравномерной деформации достигаются очень большие удлинения при растяжении образца.
Процесс сверхпластической деформации
Структурная сверхпластическая деформация протекает главным образом благодаря зернограничному скольжению, хотя в определенной степени существует и внутризеренное дислокационное скольжение.
Проблема создания промышленного структурного сверхпластичного материала - это прежде всего получение ультрамелкого равноосного зерна и сохранение его при сверхпластической деформации.
Стабилизация размеров зерна достигается: 1) применением двухфазных сплавов с объемным соотношением фаз 1: 1; в этом случае имеет место максимальное развитие межфазовой поверхности, что обеспечивает взаимное торможение роста зерен фаз; 2) использованием дисперсных выделений, являющихся барьером для перемещения границ зерен. В настоящее время для обработки в состоянии сверхпластичности чаще используют цинкоалюминие
вый сплав ЦА22 (22 % А1), титановые сплавы, двухфазные сплавы меди и цинка (латунь), алюминиевый сплав , состоящий из а-раствора и дисперсных частиц Al 3 Zr, и некоторые другие.
Явление сверхпластичности в промышленности используют при объемной изотермической штамповке и при пневмоформовке. Сверхпластичность позволяет в процессе штамповки за одну операцию получить детали сложной формы, повысить коэффициент использования металла, уменьшить трудоемкость и стоимость изготовления изделий. Недостатком является необходимость нагрева штампов до температуры обработки и малая скорость деформаций.
Процессы обработки металлов давлением основаны на способности металлических материалов под действием приложенной нагрузки переходить в пластическое состояние. Поэтому для наиболее рационального выбора технологического процесса необходимо знать факторы, с помощью которых можно управлять пластичностью.
Пластичность - способность металла под действием нагрузки менять свою форму без разрушения и сохранять ее после снятия нагрузки.
Основными факторами, влияющими на пластичность металлов при обработке давлением, являются:
- состав и структура деформируемого металла;
- схема напряженного состояния при деформации;
- температура деформации;
- неравномерность деформации;
- скорость деформации;
- степень деформации;
- режим термической обработки.
Рассмотрим влияние каждого из перечисленных факторов.
Состав и структура деформируемого металла. Как правило, максимальную пластичность имеют чистые металлы. Однако из-за невысокой прочности в чистом виде металлы для получения изделий почти не используются. Поэтому в металлы с целью создания в них комплекса требуемых свойств добавляют другие химические элементы (легирующие добавки). Кроме того, в металлах обычно присутствуют примеси - химические элементы, которые попадают в металл при извлечении из руды, плавлении, нагревании и т. д. Процесс очистки от примесей часто сложен или экономически невыгоден, поэтому их содержание в сплавах обычно ограничивают и фиксируют их допустимое содержание в марке соответствующего сплава. В сталях, например, резко снижают пластичность такие примеси, как Бп, РЬ, БЬ, Б, Р, Н, О и др. Они почти не растворяются в железе, располагаются по границам зерен, ослабляя связь между ними. Кроме того, температуры плавления этих элементов и их эвтектических соединений с железом значительно ниже, чем у самого железа. Поэтому при горячей деформации содержание указанных примесей выше допустимых пределов из-за расплавления может привести к полной потере пластичности стали. Так, повышенное содержание серы в стали вызывает при горячей обработке давлением возникновение трещин. Это явление называют «красноломкостью». Следует учитывать, что различие между легирующим элементом и вредной примесью достаточно условно. Даже для одного металла, составляющего основу сплава, один и тот же элемент может выступать в сплаве как в качестве легирующего элемента, так и являться примесью. Например, в ряде деформируемых алюминиевых сплавов кремний вреден, и его содержание ограничивают, однако существуют алюминиевые сплавы, в которых кремний является основной легирующей добавкой, например, литейные сплавы силумины.
Большое влияние на пластичность сплавов оказывает их структура. Наибольшей пластичностью среди сплавов обычно отличаются твердые растворы. Неоднородность (гетерогенность) структуры сплавов приводит к снижению пластичности. При одинаковом химическом составе однофазный сплав пластичнее двухфазного, так как в двухфазном сплаве фазы имеют разные механические свойства и деформация протекает неравномерно. Мелкозернистый материал пластичнее крупнозернистого, а деформированная заготовка пластичнее слитка, так как литая структура последнего более грубая, неоднородная по химическому составу, имеет включения и другие дефекты литейного происхождения.
Схема напряженного состояния при деформации. Установлено, что металлические материалы при изменении условий деформирования могут переходить из хрупкого состояния в пластичное и наоборот. Поэтому правильнее считать, что в природе не существует тел с постоянным уровнем свойств, а есть хрупкое и пластичное состояния вещества, определяемые условиями нагружения при деформировании. При этом увеличение доли сжимающих напряжений при деформировании повышает пластичность обрабатываемого металла. Наибольшую пластичность металлические материалы проявляют при всестороннем сжатии. В этом случае затрудняются межзеренные перемещения, и вся деформация осуществляется за счет внутризеренного перемещения дислокаций. С появлением в схеме растягивающих напряжений пластичность снижается. Самую низкую пластичность металлы имеют при всестороннем растяжении. В технологических процессах обработки металлов давлением, за редким исключением, такой схемы напряженного состояния стараются избегать.
Температура деформации. Минимальная пластичность металлов наблюдается при температурах близких к абсолютному нулю по шкале Кельвина из-за низкой тепловой подвижности атомов. Приблизительно в интервале температур от 0 до (0,2-0,25)Г ш „ где Г пл - температура плавления по абсолютной шкале, деформацию называют холодной. При этих температурах восстановительные процессы в металлах, такие как возврат, можно не учитывать. С повышением температуры пластичность металлов увеличивается. При этом деформация металла при повышенных температурах характеризуется одновременным протеканием процессов упрочнения и разупрочнения. Восстановительными, уменьшающими плотность дислокаций во время горячей деформации, и приводящими к снижению прочности процессами, могут являться только возврат или возврат и рекристаллизация. Процессы разупрочнения во время горячей деформации аналогичны процессам разупрочнения при отжиге после холодной деформации. Так, при возврате плотность дислокаций уменьшается в результате увеличения их подвижности и сопровождается выстраиванием дислокаций в стенки (полигонизация), а при рекристаллизации происходит вытеснение дислокаций мигрирующими высокоугловыми границами. Так как восстановительные процессы, идущие в процессе деформации, имеют свои особенности, то правильнее пользоваться терминами динамический возврат (в том
числе, динамическая полигонизация ) и динамическая рекристаллизация, в отличие от статических процессов возврата и рекристаллизации, протекающих при отжиге после деформации. Для чистых металлов возврат проявляется при температурах превышающих (0,25 - 0,30)Г ПЛ. Присутствие примесей в металле затрудняет движение дислокаций и увеличивает температуру возврата. Протекание возврата в процессе деформации уменьшает сопротивление деформации металла и увеличивает его пластичность, но при этом упрочнение металла все равно наблюдается, хотя интенсивность его меньше, чем при холодной деформации.
Процесс рекристаллизации, согласно формуле А. А. Бочвара, для чистых металлов начинается с температуры приблизительно 0,4Г 11Л. Примеси повышают эту температуру. Динамическая рекристаллизация отличается от статической тем, что появившиеся рскристаллизованные зерна с низкой плотностью дислокации во время своего роста постепенно наклепываются, так как из-за продолжающейся деформации в них повышается плотность дислокаций. Участки, рекристаллизовавшисся в первую очередь, начинают наклепываться раньше, и в них быстрее достигается критическая плотность дислокаций, необходимая для зарождения новых рек-ристаллизованных зерен, которые затем наклепываются, и т. д. Многократное повторение циклов динамической рекристаллизации и наклепа рскристаллизованных зерен характеризуется неизменным средним размером зерна. Графики зависимости истинного напряжения от истинной деформации, представленные, как для динамического возврата, так и для динамической рекристаллизации (рис. 2.6), характеризуются после стадии деформационного упрочнения стадией установившегося течения.
При выборе режима деформации необходимо учитывать, что при температурах, близких к температуре плавления металла, возможны перегрев или пережог. Первое явление заключается в том, что, достигнув максимальных значений в области собирательной рекристаллизации, пластичность начинает плавно снижаться из-за далеко зашедшей собирательной рекристаллизации, приводящей на этой стадии к образованию чрезмерно крупного зерна. При очень высоких температурах могут резко снизиться и прочность и пластичность, что вызывается пережогом - сильным меж-кристаллитным окислением, а иногда и частичным оплавлением примесеи на границе зерен. Если первый вид брака можно исправить повторной термообработкой заготовки, то пережог считают неисправимым браком, и такую заготовку отправляют на переплавку. Таким образом, наибольшую пластичность металлы имеют в интервале от температуры рекристаллизации до температуры плавления. Однако верхний предел должен быть ниже температуры окисления границ зерен. Важным параметром структуры в изделии, полученном деформированием при температуре выше темпера-
туры рекристаллизации, является размер зерна, который сильно влияет на механические свойства изделий. Зависимость размера зерна в металлах после деформации с последующей рекристаллизацией, с одной стороны, от температуры, а с другой, - от степени деформации обычно представляется объемными диаграммами рекристаллизации (рис. 2.7), которые строят по результатам специально проводимых экспериментов. Эти диаграммы характерны для каждого металла и сплава и используются для выбора температурного режима деформации.
Б, МПа
Б, МПа

Рис. 2.6. Зависимость истинного напряжения 5 от истинной деформации е (цифры на кривых - скорости деформации, с -1): а - армко-железо, 700 °С;
6 - сталь с 0,25% С
Неравномерность деформации. Основными причинами, вызывающими неравномерное распределение напряжений и деформаций в обрабатываемом теле, считают неоднородность физических свойств обрабатываемого материала, контактное трение, форму заготовки и рабочего инструмента.
В условиях неравномерной деформации отдельные элементы тела получают различное изменение размеров. Поскольку обрабатываемое тело принимается сплошной средой, то те участки, которые получают большую деформацию, оказывают определенное воздействие на участки с меньшей деформацией и наоборот. В результате этого в теле возникают взаимно уравновешенные дополнительные напряжения, которые не определяются схемой напряженного состояния, вызываемого непосредственно воздействием внешних сил. Дополнительные напряжения могут при определенных
условиях обработки изменять схему напряженного состояния деформируемого тела. Особенно опасным является то, что в некоторых участках тела появляются растягивающие напряжения, что может привести к разрушению заготовки, хотя при этом общая схема напряженного состояния выражается благоприятной для проявления пластичности схемой всестороннего сжатия.

Рис. 2.7.
Дополнительные напряжения, которые взаимно уравновешиваются в объеме деформируемого тела (заготовки), можно разделить на три вида: напряжения первого рода (зональные), уравновешивающиеся между отдельными зонами или частями заготовки; напряжения второго рода, уравновешивающиеся между отдельными зернами заготовки; напряжения третьего рода, уравновешивающиеся в одном зерне. Примером неравномерности деформации может служить бочкообразование при осадке, возникающее в результате трения между инструментом и образцом.
Скорость деформации. В обработке металлов давлением различают две скорости: скорость деформирования или скорость перемещения рабочего органа машины (бабы молота, ползуна пресса и т. д.) и скорость деформации со или изменение степени деформации г в единицу времени, которую можно рассчитать по следующей формуле:
При этом в традиционных видах обработки металлов давлением диапазон скоростей деформации изменяется в интервале от 10 1 до 10 5 с" . Этой величиной удобнее описывать влияние скоростных условий деформации на пластичность, так как она не зависит от размеров обрабатываемой заготовки. В связи с этим можно корректно сравнивать разные процессы обработки металлов давлением, в которых возможно деформирование заготовок массой, составляющей несколько граммов, и, например, многотонных слитков. В первом приближении, чем больше скорость деформации, тем ниже пластичность. Однако при этом следует учитывать разогрев металла из-за тепла, выделяемого при деформации. Причем интенсивность разогрева тем выше, чем выше скорость деформации. Поэтому при холодной обработке малые скорости деформации слабо влияют на пластичность. Высокие скорости обеспечивают нагрев деформируемого тела, что способствует развитию диффузионных процессов и, следовательно, некоторому восстановлению пластичности металла.
При горячей обработке скорость деформации слабее влияет на пластичность, чем при холодной, так как на упрочнение из-за действия деформации накладывается действие высокой температуры, способствующей протеканию процессов разупрочнения за счет ускорения диффузионной подвижности атомов.

?= Нлр.*100%
Рис. 2.8. Зависимость механических свойств алюминиевого сплава Д1 от степени обжатия при холодной прокатке
Степень деформации. Обычно под наклепом принято понимать упрочнение при обработке давлением.
В более широком понимании наклеп - это совокупность структурных изменений и связанных с ними изменений свойств при пластической деформации. При холодной обработке давлением с увеличением степени деформации показатели сопротивления деформированию (временное сопротивление разрыву, предел текучести и твердость) возрастают, а показатели пластичности (относительное удлинение и сужение) падают (рис. 2.8). При деформировании металла со степенью деформации более 50-70 % временное сопротивление и твердость обычно увеличиваются в полтора-два, а иногда и в три раза в зависимости от природы металла и вида обработки давлением. Небольшие деформации (до Ю %), как правило, значительно сильнее влияют на предел текучести, чем на временное сопротивление разрыву. При больших степенях деформации у ряда сплавов предел текучести может возрасти в 5-8 раз и более.
Относительное удлинение резко уменьшается уже при сравнительно небольших деформациях. Сильная деформация, сопровождающаяся увеличением временного сопротивления и твердости в 1,5-2 раза, способна снизить относительное удлинение в 10-20, а иногда и в 30-40 раз и более.
Возрастание показателей сопротивления деформированию и снижение показателей пластичности с увеличением степени предварительной холодной деформации происходит в результате повышения плотности дислокаций. В наклепанном металле из-за повышенной плотности дислокаций затруднено скольжение уже имеющихся, а также возникновение (генерирование) и скольжение «новых» дислокаций.
Горячая обработка влияет на пластичность слабее, так как при повышении температуры активизируются диффузионные процессы, сопровождающиеся возвратом или рекристаллизацией, которые приводят к частичному или полному восстановлению пластичности.
Режим термической обработки. Чтобы получить конкретное изделие обработкой давлением требуется продеформировать заготовку на определенную степень деформации. Бывают случаи, когда достижение такой степени деформации за одну операцию (один проход при прокатке, одна операция вытяжки при листовой штамповке и т. д.) трудноосуществимо или невозможно. Поэтому технологический процесс разбивают на несколько операций, например, делают несколько переходов при листовой штамповке или несколько проходов при прокатке и т. д. Для частичного или полного восстановления пластичности после операции обработки давлением используют разные виды промежуточной термообработки. Для сталей это может быть отжиг: дорекристаллизационный или рекристалли-зационный. Для некоторых алюминиевых деформируемых сплавов можно использовать закалку. Вид термообработки и ее режим выбирают в зависимости от природы сплава, степени деформации, температуры деформации и т. д.
Основные факторы, влияющие на пластичность металла
Величина пластической деформации не безгранична, при определённых её значениях начинается разрушение металла.
Величина предельной деформации зависит от пластичности металла и на неё оказывают влияние многие факторы.
Влияние химического состава. Наибольшей пластичностью обладают чистые металлы. Компоненты сплава оказывают различное влияние на его пластичность. В стали углерод и кремний снижают пластичность. Сера вызывает красноломкость, фосфор - хладноломкость. Марганец нейтрализует вредное действие серы. В легированных сталях Cr и W снижают пластичность, а Ni, Mo и V - повышают.
Влияние температуры. По мере повышения температуры нагрева пластичность металла обычно возрастает, а прочность уменьшается. В то же время для углеродистых сталей характерно наличие интервала синеломкости (при температуре 100…400 0 С)
Влияние скорости деформации. Скорость деформации - изменение степени деформации в единицу времени d/dt. В общем случае с увеличением скорости деформации предел текучести возрастает, а пластичность падает. Особенно резко падает пластичность высоколегированных сталей, магниевых и медных сплавов. Для каждого сплава существует определённая критическая скорость деформации, превышать которую не рекомендуется. Это необходимо учитывать, т.к. при некоторых видах ОМД развиваются значительные скорости деформации (на прессах и ковочных машинах - 0,1…0,5 м/с, на молотах - 5…10 м/с, при штамповке на высокоскоростных молотах - 20…30 м/с). Механические свойства металлов определяются при скоростях деформирования до 10 м/с.
Влияние напряженного состояния. Деформируемое состояние металла характеризуется схемой приложенных напряжений. При этом, чем больше напряжение сжатия и меньше напряжения и деформации растяжения, тем выше пластичность обрабатываемого металла. Наибольшей пластичностью обладает металл в условиях всестороннего неравномерного сжатия. Схемы напряженного состояния в различных процессах обработки давлением различны, вследствие чего для каждого процесса и температурно-скоростных условий различна величина предельной деформации.
Влияние обработки давлением на структуру и свойства металла
С увеличением степени деформации заметно увеличиваются прочность и твёрдость металла, пластичность и вязкость при этом снижаются; возрастают остаточные напряжения. Происходит упрочнение металла. Такое упрочнение металла, наблюдаемое при пластической деформации, носит название наклепа. При этом пластические свойства могут снизиться настолько, что дальнейшая деформация вызовет разрушение. Металл при наклёпе характеризуется значительно искаженной кристаллической решеткой. Структура наклепанного металла приобретает волокнистое строение. Такую структуру ещё называют полосчатой, т.к. для неё характерны вытянутые в направлении наибольшей деформации строчки неметаллических включений. Для волокнистой структуры свойственна анизотропия механических свойств (в поперечном направлении пластические и вязкие свойства металла заметно выше, в то время как характеристики прочности отличаются незначительно). Изменения структуры и свойств металла после наклёпа не являются не обратимыми. Наклёп может быть снят при нагреве металла до температур, составляющих более 0,4Т пл. При этом образуются новые равноосные зёрна, и свойства металла восстанавливаются. Этот процесс носит название рекристаллизации, а наименьшая температура, при которой начинается процесс рекристаллизации и разупрочнения металла, называется температурой рекристаллизации. Для чистых металлов она составляет 0,4Т пл, для сплавов эта температура выше. Для повышения пластичности и уменьшения прочности металла применяют рекристаллизационный отжиг.
Холодная и горячая деформация - различается в зависимости от температурно-скоростных условий деформирования. При этом могут происходить два противоположных процесса: упрочнение, вызываемое деформацией, и разупрочнение металла, обусловленное рекристаллизацией.
В соответствии с этим холодное деформирование производится при температурах ниже температуры рекристаллизации и сопровождается наклепом металла. Деформирование заготовки при температуре выше температуры рекристаллизации сопровождается одновременным протеканием упрочнения металла (горячий наклёп) и рекристаллизации.
При этом горячей деформацией называют деформацию, характеризующуюся таким соотношением скоростей деформирования и рекристаллизации, при котором рекристаллизация успевает произойти во всём объеме заготовки, и микроструктура получается без следов упрочнения. Для протекания горячей деформации с увеличением скорости деформирования увеличивают и температуру нагрева заготовки. В противном случае металл будет иметь не полностью рекристаллизированную структуру (неполная горячая деформация), это приводит к снижению механических свойств и пластичности.
При горячей деформации пластичность металла выше, а сопротивление деформации приблизительно в 10 раз меньше, чем при холодной деформации. Поэтому горячую деформацию целесообразно использовать при обработке труднодеформируемых, малопластичных металлов и сплавов, а также крупногабаритных литых заготовок.
В то же время использование холодной деформации позволяет получить лучшее качество поверхности и большую точность размеров заготовки (вследствие отсутствия на поверхности слоя окалины), а также сократить продолжительность технологического цикла и повысить производительность труда.
Получение наилучших экспериментальных свойств деталей может быть достигнуто рациональным сочетанием холодной и горячей деформации, а также выбором числа и режимов обработки в процессе изготовления.
давление металл прокатка штамповка
Это процесс получения заготовок или деталей к силовым воздействиям инструмента на исходную заготовку из исходного материала в основе всех процессов обработки давлением лежит способность металлов и их сплавов под действием внешних сил пластически деформироваться не разрушаясь. Пластическое формирование относится к малоотходной технологии, высокая производительность низкая себестоимость, высокое качество продукции привели к широкому применению этих процессов. Пластическая деформация - это изменение формы и размеров тела под действием напряжений. Металлы являются поликристаллами. Форма изменения металла при пластической деформации происходит в результате пластической деформации каждого зерна. До деформации форма зерен была округлая. В процессе деформации зерна вытягиваются в направлении действующих сил образуя волокнистую, слоистую структуру, такая ориентация зерен называется текстурой деформации. Чем большая степень деформации, тем больше степень текстуры характер структуры зависит от природы материала и вода деформации. Образование текстуры способствует появлению неоднородности металлических и физических свойств. С увеличением степени деформации прочностные характеристики: твердость, прочность повышается, а пластичные свойства ухудшаются, явление упрочнения деформированного вещества получило название - наклеп. Состояние наклепанного металла не устойчиво, поэтому при нагреве такого металла в нем протекают процессы рекристаллизации обуславливающие возвращением всех свойств к свойствам металла до деформирования. Рекристаллизация - это образование новые зерен. При этом твердость возрастает и плотность снижается. Если нагревать металл, то будет происходить восстановление металла в обратное состояние. Температура, при которой начинается процесс рекристализации называется температурным порогом рекристаллизации. Бывают горячая и холодная деформация. Холодная деформация при температуре ниже температуры рекристаллизации сопровождается наклепом. При неполной холодной деформации рекристаллизация не проходит. Увеличивается пластичность по сравнению с холодной деформацией. Используется при холодном деформировании с высокими скоростями. Неполная горячая деформация рекристаллизация происходит неполностью. Получается неоднородность структуры, что может привести к разрушению. Такая деформация наиболее вероятна при температуре не значительно превышающей температуру начала рекристаллизации. Такую температуру следует избегать при обработке давлением. Горячая деформация называют, если ее проводят при температуре выше температуры рекристаллизации для получения полностью рекристализованной структуры горячая пластическая деформация улучшает свойства металла, повышается плотность металла завариваются усадочные и газовые раковины.
30) Обработка металлов давлением, классификация видов. Основные способы обработки давлением: 1) Прокатка - обжатие металла вращающимися валками. Изготавливают: листы, рельсы, трубы 2) волочение - протягивание заготовки через отверстие инструмента изготавливают проволоку прутки 3) прессование - выдавливание металла из полости инструмента 4) ковка - последовательная деформация металла под ударами молота. Получают: валы, шестерни с большим диаметром 5) штамповка - процесс деформирования металла в полости штампа. Нагрев металла перед обработкой давлением. Основным назначением нагрева является повышение пластичности обрабатываемого металла, и снижение его сопротивления деформированию от нагрева зависит качество изделий, производительность оборудования и себестоимость продукции. Основные требования к нагреву равномерное прогревание заготовки за минимальное время при наименьшей потере металла на угар. И экономии расхода топлива, несоответствие установленного режима нагрева может привести к дефектам (трещины, перегрев, пережог, окисление, обезуглероживание). Выбор режима нагрева. Температура нагрева скорость нагрева и время нагрева). Зависит от свойств стали формы и размеров заготовки, и направления передачи тепла. Область температур нагрева, в которой рекомендуется производить горячую обработку давлением называют температурным интервалом ковки. Когда пластичность металла наибольшая, он определяется разностью между начальной температуры ковки (ниже температуры плавления) и конечной температуры (выше температуры рекристаллизации). Этот интервал зависит от химического состава и исходного металла. Для повышения пластических свойств металла выгодно нагревать как можно выше. Заканчивать ковку следует при наиболее низкой температуре, при которой деформация еще является горячей и не появляется наклеп. Скорость нагрева металла зависит от теплопроводности формы и размера заготовки температуры печи расположения заготовки в печи. Время нагрева заготовки зависит от температуры в печи химического состава сечения заготовок и их расположения в печи. Печи (мазутные газовые, плавильные) и электрические (контактный и индукционный. При нагреве применяют способы безокислительного нагрева: 1) нагрев в ваннах с расплавленной смесью солей применяется в ограниченные пределах для нагрева мелких заготовок до температуры не выше 1050 градусов 2) нагрев в расплавленной стекломассе до 1300 градусов 3) нагрев в печах заполненные защитным газом.
1. Химический состав
Наибольшей пластичностью обладают чистые металлы, наименьшей - химические соединения (больше сопротивление движению дислокаций).
Легирующие добавки Cr, Ni, W, Co, Mo - увеличивают пластичность; С, Si - снижают пластичность.
2. Микро-, макроструктура
С уменьшением величины зерна пластичность увеличивается (сверхпластичность). Разнородность зерен снижает пластичность.
3. Фазовый состав
Наибольшей пластичностью обладает металл однородного строения. Разные фазы, имеющие некогерентные решетки, затрудняют движение дислокаций и понижают пластичность.
Кроме того, они деформируются по-разному, что способствует образованию трещин.
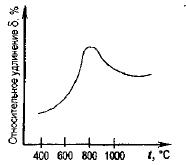
Снижение пластичности при температуре выше 800°C связано с образованием второй фазы - остаточного феррита. Повышение пластичности при температурах выше 1000°С свидетельствует о резком снижении сопротивления металла деформации.
4. Скорость деформации
Следует различать скорость перемещения инструмента или скорость деформирования (V, м/с) и скорость деформации - изменение степени деформации в единицу зремени (u или ε, с-1),
где L - базовая длина образца, подвергнутого растяжению; Δl - абсолютное удлинение образца Δl=l-L; t - время; V - скорость перемещения инструмента; Н, h - высота тела соответственно до и после деформации; Ah - абсолютное обжатие Δh = H-h; R - радиус рабочих прокатных валков.
С увеличением скорости деформации пластичность снижается , так как не успевает переместиться нужное число дислокаций.
Увеличение пластичности при высоких скоростях деформации объясняется повышением температуры металла.
5. Окружающая среда. Некоторые поверхностно активные вещества повышают пластичность металла (олеиновая кислота) - облегчают пластический сдвиг, другие - способствуют хрупкому разрушению (керосин).
Таким образом, необходимо уделять должное внимание смазкам.

Прокатка в вакууме или в среде инертных газов редкоземельных элементов (Nb, Mo, Te) не позволяет образовываться окисной пленке, которая является очень хрупкой. При прокатке в вакууме газ диффундирует наружу и металл становится пластичным. В США построены цеха с защитной атмосферой. В г. Чирчик (Таджикистан) на металлургическом заводе работает прокатный стан с герметизированными валковыми узлами, в которых создан вакуум.
6. Дробность деформации
Увеличение дробности деформации приводит к повышению пластичности легированных марок стали.

Прокатка на планетарном стане, благодаря высокой дробности деформации, позволяет получить 98% степени деформации. Дробная деформация способствует уменьшению неравномерности структуры металла, облегчает поворот зерен. При повторном нагружении происходит снижение остаточных напряжений между зерном и пограничными зонами,
7. Механическая схема деформации
Наиболее благоприятной схемой пластической деформации является схема трехстороннего неравномерного сжатия. При прочих равных условиях уменьшение растягивающего напряжения благотворно влияет на пластические свойства металла.
При переходе от деформации по схеме одноосного растяжения к деформации по схеме трехстороннего сжатия теоретически возможно увеличение пластичности металла в 2,5 раза.
В классических опытах Кармана по прессованию мрамора и песчаника была получена величина степени деформации мрамора 68% без разрушения при обработке высоким гидростатическим давлением.
Гидростатическое давление
![]()
где σ1, σ2, σ3 - главные напряжения сжатия.
Пластическая деформация возникает за счет разности главных напряжений σ1 ~ σ3 = σт.
При прокатке хрупких литых сплавов для снижения растягивающих напряжений на кромках применяют так называемую «рубашку» (перед прокаткой заготовку заворачивают в оболочку из высоко пластичного металла). При этом растягивающие напряжения возникают в оболочке, а деформируемый металл испытывает сжимающие напряжения, предотвращающие трещинообразование.

Перспективным направлением является применение гидроэкструзии - создания всестороннего неравномерного сжимающего давления в деформируемом металле за счет жидкости (будет рассмотрено позже).
В реальных процессах всегда имеется неравномерность деформации (между зернами, между отдельными локальными участками), которая вызывает неравномерность деформации.
8. Масштабный фактор
Чем больше объем тела, тем ниже его пластические свойства при прочих равных условиях - следует учитывать при разработке процессов ОМД и при проектировании оборудования.

05.04.2019
Виноград относится к ягодам с коротким сроком хранения. Даже в холодильнике он очень быстро становится вялым, теряет нормальный вид. Можно, конечно, заморозить его в...
05.04.2019
Правильно подобрать и установить подходящий кондиционер или сплит-систему поможет опытный специалист компании, которая предоставляет услуги по монтажу, ремонту и...
05.04.2019
Газовый котёл является оборудование, с его помощью происходит получение тепловой энергии, которая требуется для нормального отопления комнаты. Подобные агрегаты нередко...
05.04.2019
На территории Ташкентского металлургического предприятия начали привозить главное технологичное оснащение. В качестве поставщика выступила Группа предприятий «МетПром» в...
05.04.2019
С первого дня возникновения залоговых кредитов у заёмщиков появилась возможность брать значительные денежные суммы на лучших условиях, нежели в случае оформления...
05.04.2019
На сегодняшний день любая компания, работающая в химической отрасли, задействует в оде осуществления разнообразных процедур особое оснащение, где реализуются различные...
05.04.2019
Известная корпорация из Канады First Quantum Minerals, которая зимой текущего года передала в использование рудник по добыче медного сырья Cobre Panama на территории...
05.04.2019
ВВГнг-LS является силовым кабелем, обеспечивающим электрическое питание стационарных (в составе различных строений), а также мобильных (в условиях строительных площадок)...





